江門懸臂輥裝配定做
發布時間:2024-01-08 00:47:44
江門懸臂輥裝配定做
對于品種多、新產品多的中小鑄造企業,工藝設計工作量非常巨大,拉矯輥對于大型鑄件來說,工藝設計更顯得至關重要。采用FTCAD軟件設計工藝,一方面可以大大節省設計時間,贏得工期,另一方面也可以設計多種方案加強對比,優選出更適合的工藝方案,避免不必要的損失。隨著鑄造生產對質量的要求日益嚴格,鑄件生產節奏不斷加快,傳統的手工設計方式已經越來越不適應現代化生產的要求。隨著計算機技術的飛速發展,其價格已經不再是阻礙企業購買計算機的攔路虎,計算機已經進入企業的每一間辦公室。

江門懸臂輥裝配定做
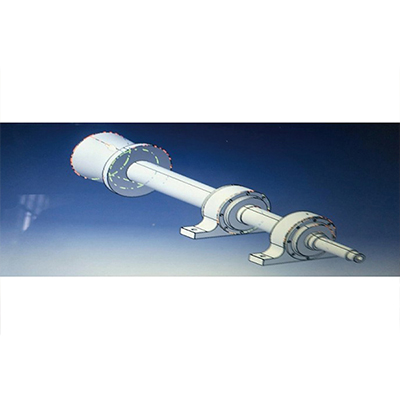
精整是軋鋼生產中后的精加工階段。精整與加熱爐,軋機等各工序共同組成一個完整的工藝流程。裙板輥道的組成及位置。輥道是實現生產車間機械化的一種重要運輸設備,冷床裙板輥是精整區重要的組成部分。一棒裙板輥道分為三段,主要依靠三段輥道的速度變化來拉開倍尺鋼之間的間距,便更好地將倍尺鋼分開,并按工藝要求有序地排放到冷床上。
江門懸臂輥裝配定做
我公司現在致力于生產加工懸臂輥,但在使用懸臂輥時也是存在著一定的危險的,在爐底輥工作在超過1000℃的高溫環境中,爐輥內一般都有一套冷卻水裝置。生產線投產后出現爐輥爐底輥高溫報警現象。經觀察分析,排除了各進口、出口控制閥和旋轉接頭的問題,判斷是爐底輥內部冷卻水循環通道出現了問題。該爐輥內部有一個冷卻水循環通道,冷卻水進水管在爐輥爐底輥內部是由一個銅套支承著,銅套用小螺釘固定在進水通道的支承架上,進水通道的另一端掛在輥內吊耳上。爐輥工作一段時間后,爐底輥小螺釘松脫或切斷,使銅套產生位移。此時,冷卻水由于水壓流動的方向,將銅套帶向出口處,正好蓋住了旋轉接頭的出水口,造成了循環水通道的堵塞。冷卻水不循環,爐輥爐底輥溫度上升。
江門懸臂輥裝配定做
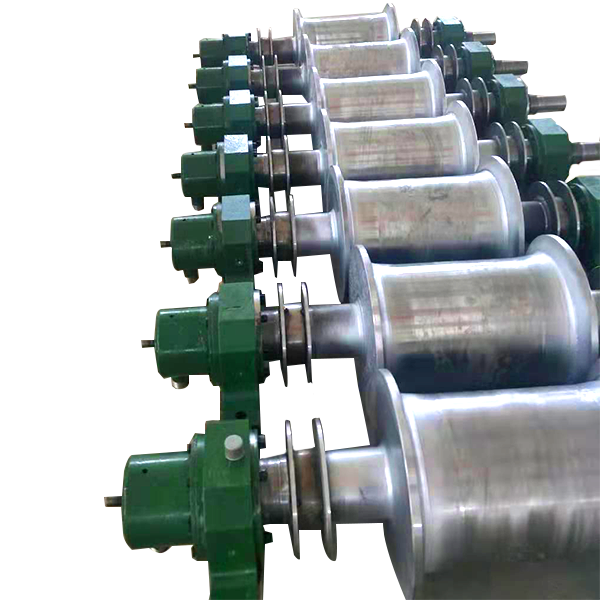
為了克服現有技術中裙板輥密封阻尼大,磨損嚴重,更換頻繁,密封效果差,槽液泄露嚴重,本實用新型采用了一種新型的密封結構用于該裙板輥,安裝在主軸上的密封機構把懸臂輥固定在槽體上,該密封機構有彈性元件、法蘭盤8、壓板9、墊塊1、靜環11、動環12、動環橡膠支撐13、喉箍14構成,法蘭盤8把彈性元件壓在槽體上,彈性元件后部有靜環11,靜環11與動環12接觸,調節動環12通過動環橡膠支撐13套在軸頭處,蝶形螺母把墊塊10經過壓板9與法蘭盤8連接。采用這種結構的裙板輥密封阻尼小,轉動靈活,磨損小,密封效果好,有效的防止了泄露,提高了生產效率,降低了生產成本。